Field Note: We get some version of the same call every few months — "Our system worked fine during testing. Then summer hit, and we lost three days of production. What went wrong?" The answer is almost always the same: someone chose a motherboard spec'd for a server room, not a factory floor. This guide exists so you don't make that mistake.
01. Why Automotive Environments Break Consumer Hardware

Walk through an automotive body-in-white facility and you'll find three overlapping failure conditions that no consumer motherboard is designed to survive simultaneously:
- Radiant heat from welding cells can push local ambient temperatures 15–20°C above the facility HVAC setpoint, even in climate-controlled plants.
- Heavy EMI from welding inverters and servo drives creates interference patterns that corrupt memory operations and trigger phantom resets — often mistaken for software bugs.
- Vibration from press lines and material transport degrades connectors and cold-solder joints over months, not years.
Consumer motherboards are validated for a controlled office environment — roughly 0°C to 40°C ambient, still air, no vibration, stable mains power. The moment you move that hardware to the shop floor, you are running outside every assumption the design was built on.
The failure modes are rarely dramatic. You won't see a board burst into flame. Instead, you'll see intermittent lockups, data corruption on storage interfaces, BIOS resets, and eventually a complete no-POST condition on a board that still tests "fine" on a bench. This is thermal degradation, and it is entirely preventable with the right platform choice.
02. Industrial vs. Consumer Motherboards: What the Datasheet Actually Means
Most procurement engineers compare three things: chipset generation, CPU TDP, and price. These are the wrong three things for an industrial deployment.
The specs that actually determine survival in a harsh environment are:
| Specification | Consumer Grade | Industrial Grade |
|---|---|---|
| Operating Temperature | 0°C to 40°C | -20°C to 70°C (or -40°C to 85°C extended) |
| Humidity | 20–80% non-condensing | 10–90%, often condensing |
| MTBF Rating | Rarely specified | 50,000–100,000+ hours |
| Vibration Tolerance | 0.5G | 2G–5G (IEC 60068-2-6) |
| ESD Protection | Basic | EN 61000-4-2 Level 3+ |
| Long-term Supply Availability | 1–3 years | 5–7+ years guaranteed |
| Conformal Coating Option | No | Yes (selective or full) |
The temperature column is where most procurement decisions go wrong. Vendors quote ambient temperature, not component junction temperature — these are not the same thing. A board rated to 60°C ambient with a high-TDP processor under load may have junction temperatures 30–40°C above ambient. If you deploy a "60°C board" in a 50°C environment with no thermal headroom for load conditions, you've already exceeded the actual operating envelope.
03. Understanding Extended Temperature Ratings
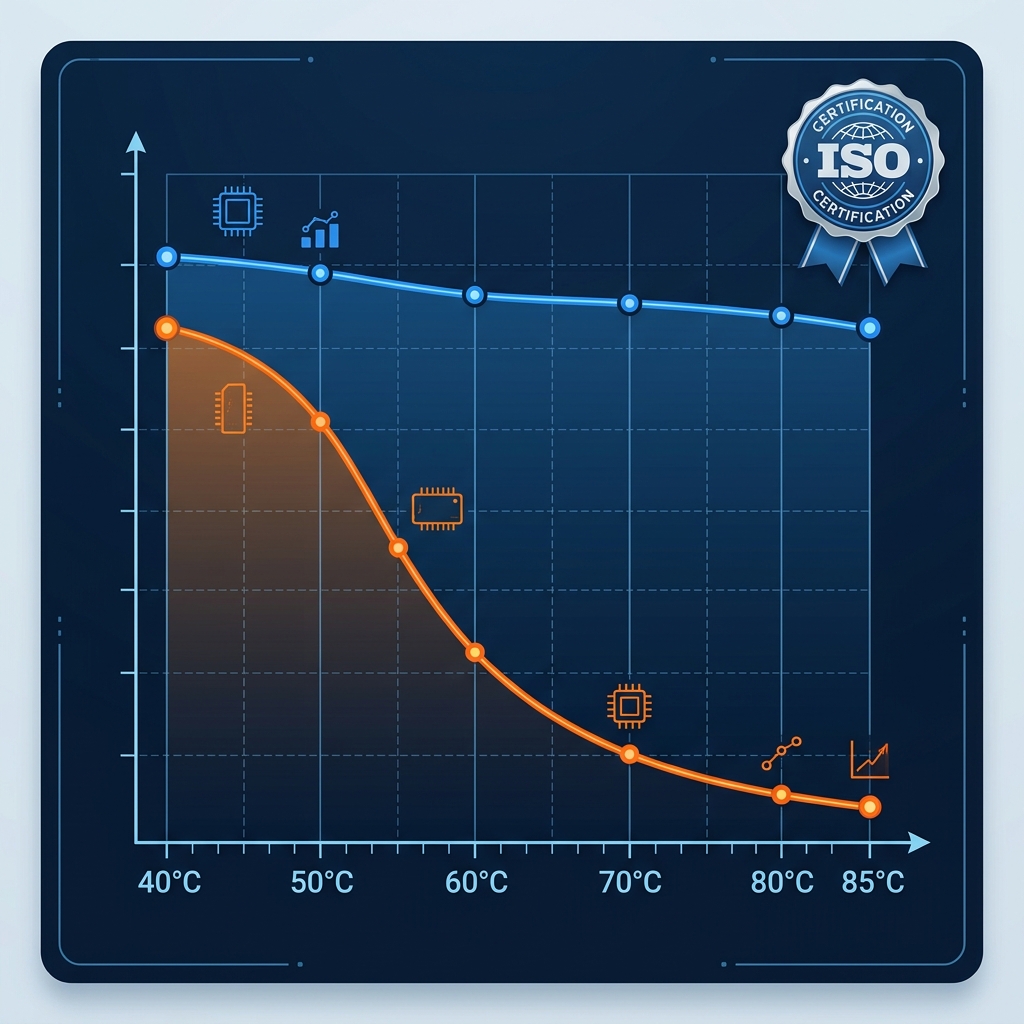
The semiconductor industry follows a well-documented relationship between junction temperature and failure rate — commonly modeled using the Arrhenius equation. The practical result: every 10°C increase in operating temperature roughly doubles the component failure rate.
This is not theoretical. It manifests in real deployments as:
- Electrolytic capacitors drying out in 18–24 months instead of 60+
- Flash memory developing uncorrectable bit errors at elevated temperatures
- CPU thermal throttling creating process interruptions even when the system appears "running"
When evaluating an industrial motherboard, ask the vendor for:
- The operating temperature certification method — was it validated in a thermal chamber under full load, or is it a component-level specification transferred from the chipset datasheet?
- The junction-to-ambient thermal resistance (θja) — this tells you the actual headroom between ambient and your processor's thermal limit.
- What happens at the rated temperature limits — does the board throttle, warn, or hard-reset? Is that behavior configurable?
A reputable supplier should answer all three without hesitation. If they redirect you to the datasheet without specifics, that's a signal.
Extended vs. Commercial Temperature Grade
Industrial motherboards are often available in two grades:
- Commercial grade: validated 0°C to 60°C — suitable for most climate-controlled factory environments.
- Extended/wide temp grade: validated -20°C to 70°C or beyond — required for outdoor enclosures, vehicle-mounted deployments, or any site without reliable climate control.
For Middle East industrial environments specifically, where facility temperatures between June and September frequently exceed 45°C in non-climate-controlled zones, always specify extended grade. The cost difference is marginal; the production downtime risk is not.
04. Designing for Desert-Grade Reliability: What Extreme Heat Regions Demand
Industrial deployments in arid, high-temperature regions impose conditions that exceed most certification test profiles:
Sustained high ambient: Unlike a data center that can spike and recover, a factory in extreme climate may sustain 45–50°C ambient for 10–14 hours per day across 3–4 months. Cumulative thermal stress compounds damage in ways that brief thermal shock tests don't capture.
Thermal cycling stress: Night-to-day temperature swings of 25–30°C create expansion and contraction cycles in solder joints and connectors. On high-cycle-count deployments (machines that restart daily), this is a predictable failure mode.
Dust and particle contamination: Arid environments produce fine particulate that bypasses most IP ratings not specifically tested against fine dust (IP6X). Dust accumulation on heatsinks reduces thermal transfer by 15–40%, pushing boards beyond their thermal design envelope even in moderate ambient conditions.
Implications for hardware selection:
- Fanless passive-cooling designs eliminate the primary failure mode (fan bearing degradation) and the contamination path that fans create.
- Wide-range DC input (9–48V) absorbs power supply variance from generators and unstable grid connections common in developing industrial infrastructure.
- Conformal coating on the PCB provides meaningful protection against humidity and fine particulate.
05. Fanless vs. Fanned Designs: Why Fan Failure is a Production Crisis
This deserves direct treatment because it is the most consistently underestimated risk in industrial computing discussions.
Fans fail. In a controlled office environment, this is a manageable event. In a production facility, a fan failure on a vision inspection controller or a PLC-interfacing edge computer means line stoppage. The MTBF of a ball-bearing fan in a high-temperature, dusty environment is roughly 15,000–25,000 hours — or 1.7 to 2.8 years of continuous operation.
Here's what that means in practice: a fanned industrial system deployed in an automotive plant in 2024 has a statistical expectation of fan failure before 2027, in normal operating conditions. In elevated-temperature environments, that window compresses further.
Fanless embedded computers — those using passive heatsink designs, heat pipes, or chassis-conduction cooling — eliminate this failure mode entirely. Their thermal performance should be validated under:
- Maximum CPU load (not idle)
- Rated maximum ambient temperature
- With all I/O slots populated
If a vendor cannot provide thermal characterization data under those three simultaneous conditions, the rated temperature is marketing, not engineering.
06. A Real Incident: How One Automotive Supplier Lost 11 Hours of Production
The following is a composite account based on a real class of deployment failure. Identifying details have been anonymized.
A tier-1 automotive supplier in the Gulf region deployed a vision inspection system using commercial-grade embedded computers sourced on price. The systems were housed in ventilated steel enclosures on the shop floor.
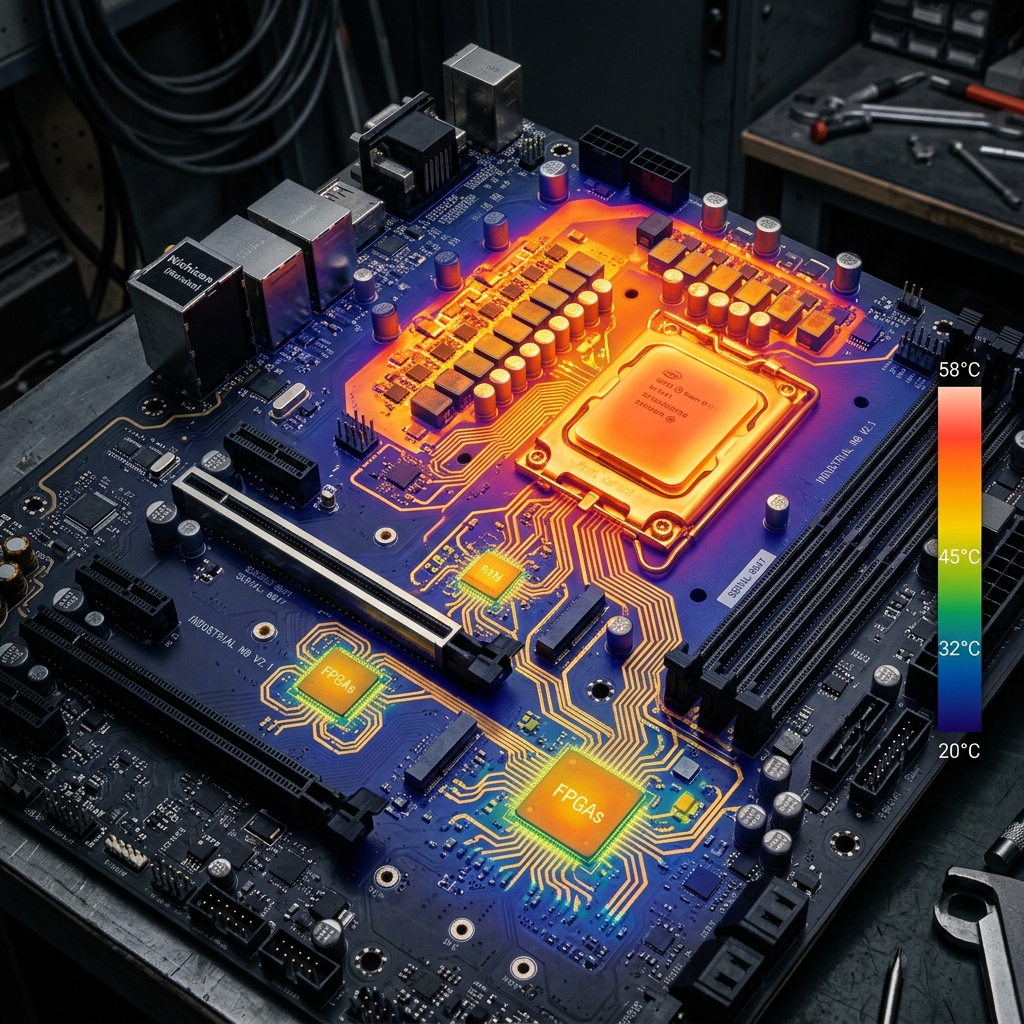
During commissioning in Q1 — when ambient temperatures were moderate — the system performed correctly. When Q3 arrived, the production floor ambient reached 48°C. The ventilated enclosures, without active cooling, reached internal temperatures of 58–62°C. The commercial-grade boards, rated to 60°C, were running at their limit under idle conditions.
When vision inference workloads ran, CPU load pushed junction temperatures to 85–90°C. The boards throttled, inspection throughput dropped 40%, and the defect detection pipeline began missing critical inspection windows. Over 11 hours of production, defective parts passed the line unreported.
The root cause was not a product defect. The product performed exactly as specified. The specification was wrong for the deployment.
The replacement deployed extended-temperature industrial motherboards with validated thermal characterization at 70°C full-load. The enclosures were retrofitted with passive airflow baffles (not fans — fans would have introduced dust ingress). The system has operated without thermal events since.
The lesson: thermal validation is not a commissioning task. It's a procurement task. By the time you're on-site and in summer, the hardware decision is made.
07. MTBF and the Temperature Curve You Need to Know
MTBF (Mean Time Between Failures) is a statistical measure, not a guarantee. What matters in procurement is understanding how different platforms compare under your operating conditions, not manufacturer lab conditions.
Key principles when evaluating MTBF claims:
- Ask for the test conditions: MTBF figures are typically calculated at a reference temperature (often 25°C or 40°C). Operating at 10°C above that baseline can reduce effective MTBF by 30–50%.
- Electrolytic capacitors are usually the limiting component. Request the capacitor brand and specification. Industrial-grade boards use capacitors rated for 105°C with 5,000+ hours endurance at rated temperature. Consumer boards often use 85°C/2,000-hour capacitors.
- Storage media matters. Industrial SSDs with rated operating temperatures of -40°C to 85°C and power-loss protection capacitors behave fundamentally differently from consumer M.2 SSDs in the same enclosure.
A board with a quoted MTBF of 100,000 hours at 25°C in a deployment running at 65°C continuous may have an effective MTBF of 30,000–40,000 hours — roughly 3.5 to 4.5 years before a statistically expected maintenance event. Plan accordingly.
08. Your 8-Question Procurement Checklist
Before approving a motherboard for industrial deployment in demanding environments, get answers to these eight questions in writing from the vendor:
- What is the validated operating temperature range, and under what load conditions was it tested?
- Was thermal validation performed at full CPU and I/O load simultaneously, or at idle?
- What is the MTBF figure, and at what reference temperature is it calculated?
- Is conformal coating available, and which coating process is used?
- What is the guaranteed supply availability period, and what is the end-of-life notification policy?
- Is the board available with ECC memory support? (Critical for applications where data integrity is non-negotiable.)
- What is the input voltage range, and what transient protection is built in?
- Is there a thermal characterization report available for the specific enclosure or form factor you're targeting?
If your vendor answers all eight cleanly and provides documentation, you're working with an industrial supplier. If they redirect you to standard datasheets or say "it should be fine" — that's your signal to look elsewhere.
09. EMI in Welding Zones: The Spec Nobody Talks About
Welding inverters operating at 20–100kHz generate broadband EMI that can corrupt memory operations, trigger watchdog resets, and cause false I/O signals — all intermittently, making diagnosis extremely difficult. Most post-deployment "software bugs" in automotive environments are EMI coupling issues.
Industrial motherboards designed for these environments carry EMC certifications (typically EN 55032 Class B or better, and EN 61000-4-4 fast transient immunity). More importantly, their PCB layout, ground plane design, and connector shielding are specified to maintain signal integrity in high-EMI environments.
Practical steps for EMI-resilient deployments:
- Use shielded cable assemblies on all signal interfaces leaving the enclosure.
- Ground the enclosure chassis, not just the board.
- Verify that the board carries immunity certifications (not just emission certifications — these test different things).
- Prefer M12 industrial connectors over standard DB9 or USB-A for any connection that exits the enclosure to field devices.
10. Wide-Range DC Input: More Important Than You Think
Standard AT/ATX desktop power configurations assume stable mains power — something that industrial environments, particularly those relying on generator backup or shared power infrastructure, cannot guarantee.
Industrial embedded platforms with wide-range DC input (typically 9–48VDC) provide several advantages:
- Direct integration with 24V industrial power buses — eliminating an AC/DC converter stage and its associated failure mode.
- Generator voltage spike absorption — generators under load produce voltage transients that damage standard ATX supplies.
- Ignition-sensing capability — platforms designed for vehicle or mobile deployments include hardware ignition input for managed power-on/off, protecting storage from data corruption on hard shutdowns.
If your deployment will be powered from anything other than clean, stable mains power — generator backup, UPS output, vehicle electrical systems, or solar/battery installations — specify wide-range DC input as a hard requirement.
11. Long-Term Supply Commitment: The Hidden Cost of Platform Switching
This is the specification that most engineers don't ask about until they've been burned.
Consumer motherboards follow a product lifecycle of 12–18 months. An industrial or automotive control system is expected to operate for 7–10+ years. If the motherboard generation is discontinued after 18 months, you face one of three outcomes:
- Emergency sourcing from grey market channels at 2–5x original cost, with no traceability or validation.
- Full system redesign to qualify a new platform — typically 6–12 months engineering effort for a certified production line.
- Stockpiling at program launch, burning capital on inventory that may sit for years.
Industrial-grade suppliers offer formalized long-term supply agreements — typically 5 to 7 years of guaranteed production availability, plus 1–2 years of end-of-life notification before platform discontinuation. This isn't a premium feature. It's the baseline expectation for a supplier in this space.
When evaluating suppliers, ask specifically: "What is your written policy on production availability and end-of-life notification?" If there is no written policy, there is no commitment.
12. The Yantronic Approach to Extreme-Environment Computing
Our embedded computing platforms are validated for deployment in exactly these conditions. A few specifics:
Thermal validation: All Yantronic industrial motherboards undergo thermal characterization under full CPU and I/O load at rated maximum ambient temperature — not under idle conditions. Certification data is available for review before purchase.
Fanless designs: The majority of our embedded platforms use passive thermal management, eliminating fan failure as a maintenance event and removing the primary contamination path in dusty environments.
Extended temperature options: We offer commercial and extended temperature variants across our 3.5-inch, Mini-ITX, and embedded NUC form factors. Extended grade boards are validated from -20°C to 70°C; select platforms extend to -40°C for outdoor applications.
Wide-range DC input: Our embedded platforms support 9–48VDC input across the product range, with hardware-level transient protection and optional ignition-sensing for vehicle deployments.
Supply commitment: We provide formal 5-year supply availability commitments with 12-month end-of-life notification for all catalog products. Custom configurations extend this further by agreement.
Closing: Thermal Validation Is a Procurement Decision, Not a Commissioning Task
There is no industrial motherboard that works perfectly in every deployment. What exists is a class of hardware engineered with the appropriate specifications, validated at real operating conditions, and supported by a supplier who can back their claims with data.
The questions in this guide are the ones we'd ask if we were selecting hardware for our own plant. They're not complex — but they require a vendor willing to answer them honestly.
If you're evaluating platforms for a deployment where ambient temperatures exceed 45°C, where welding or heavy industrial equipment operates nearby, or where platform continuity over 5+ years is a program requirement — we'd welcome the conversation.